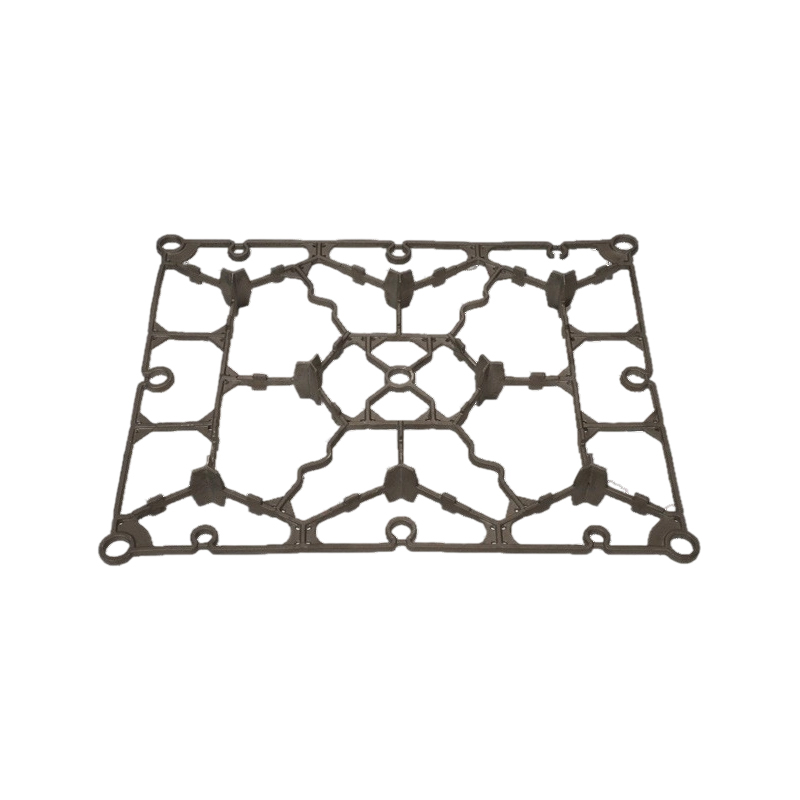
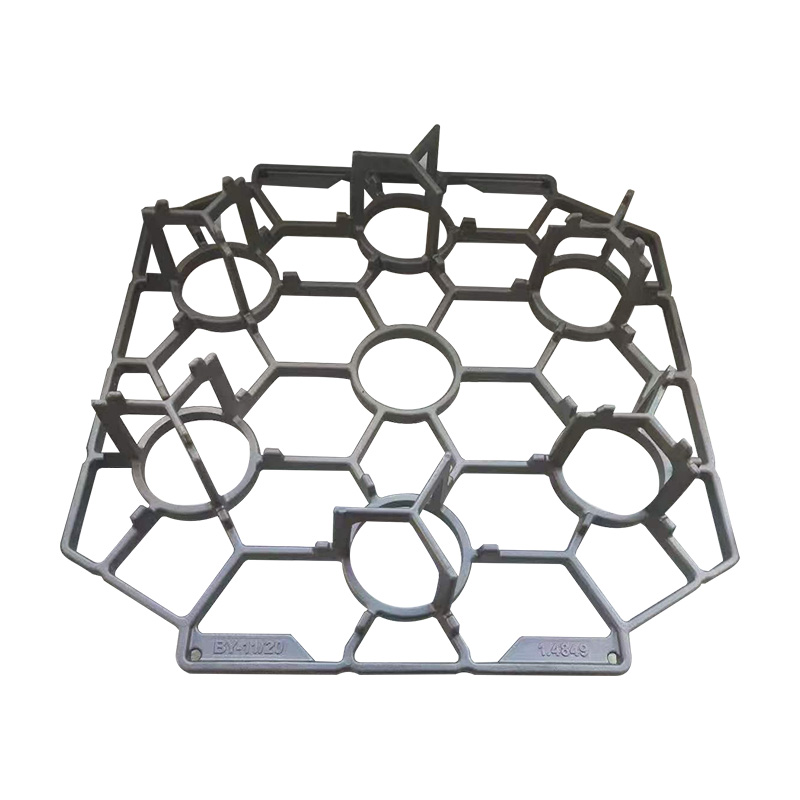
Đúc bọt bị mất là một quy trình đúc mẫu bay hơi tiên tiến, trong đó mẫu xốp - bản sao chính xác của bộ phận mong muốn - được đóng gói trong cát không liên kết, sau đó đổ đầy kim loại nóng chảy làm bay hơi bọt và có hình dạng chính xác. Các sản phẩm được sản xuất bằng đúc bọt bị mất khối động cơ ô tô, ống góp phức tạp, vỏ máy bơm công nghiệp, thân van, bộ phận đường sắt và tác phẩm điêu khắc nghệ thuật - bất kỳ bộ phận nào yêu cầu dung sai kích thước chặt chẽ, hình học bên trong phức tạp hoặc đầu ra gần dạng lưới sẽ cực kỳ tốn kém khi gia công hoặc lắp ráp từ nhiều mảnh. Theo Hiệp hội đúc Mỹ (AFS, 2023) , thị trường đúc xốp bị mất toàn cầu có giá trị xấp xỉ 1,68 tỷ USD vào năm 2022 và được dự đoán sẽ tăng trưởng với tốc độ CAGR là 6,1% cho đến năm 2030, chủ yếu do yêu cầu về trọng lượng nhẹ của ô tô cũng như việc loại bỏ lõi và chất kết dính mà quá trình đúc cát truyền thống yêu cầu. Bài viết này xem xét chính xác những sản phẩm nào được đúc bằng quy trình này, tại sao nó vượt trội hơn các lựa chọn thay thế cho các hình dạng cụ thể và những hạn chế về vật liệu và ngành nào xác định khi nào bọt bị mất là — và không — là lựa chọn đúng đắn.
Quá trình đúc bọt bị mất hoạt động như thế nào: Quá trình đằng sau sản phẩm
Đúc bọt bị mất sản xuất các bộ phận kim loại dạng lưới bằng cách thay thế khuôn và lõi cát truyền thống bằng mẫu xốp bị phá hủy — “bị mất” — khi kim loại nóng chảy lấp đầy khoang khuôn. Trình tự quy trình xác định hình dạng sản phẩm nào có thể đạt được và tại sao phương pháp này mở ra các thiết kế mà phương pháp đúc thông thường không thể tạo ra một cách kinh tế:
- Chế tạo mô hình bọt: Các hạt polystyrene (EPS) có thể giãn nở được bơm vào một dụng cụ bằng nhôm và được giãn nở bằng hơi nước để tạo thành mẫu của bộ phận cuối cùng, bao gồm tất cả các đoạn bên trong, phần trùm và phần cắt bên dưới. Đối với các cụm lắp ráp phức tạp, nhiều mẫu xốp phụ được dán lại với nhau bằng chất kết dính tan trong nước để tạo ra một mẫu đúc duy nhất. Độ chính xác về kích thước của mẫu xốp xác định trực tiếp độ chính xác về kích thước của vật đúc - dung sai của ±0,005 inch mỗi inch (±0,127 mm/mm) có thể đạt được mỗi Hướng dẫn của ASTM E2349/AFS .
- Lớp phủ chịu lửa: Mẫu xốp đã lắp ráp được nhúng vào hỗn hợp gốm chịu lửa (thường dựa trên alumina hoặc zircon) dày từ 1 đến 3 mm, sau đó sấy khô. Lớp phủ này phục vụ hai chức năng: nó cung cấp độ cứng để duy trì kích thước mẫu dưới áp suất nén của cát và nó kiểm soát tốc độ khí phân hủy bọt thoát ra khỏi khuôn - một thông số ảnh hưởng trực tiếp đến chất lượng bề mặt và độ xốp của vật đúc thành phẩm.
- Nén cát: Mẫu đã tráng được nhúng vào cát silic khô, không liên kết trong một bình thép và bình được rung để nén cát đồng đều xung quanh tất cả các đặc điểm của mẫu. Không sử dụng chất kết dính, nhựa hoặc nước cát xanh - cát về cơ bản có thể tái sử dụng mà không cần điều hòa, một lợi thế đáng kể về chi phí xử lý.
- Đổ và bay hơi mẫu: Kim loại nóng chảy được đổ trực tiếp lên mầm của mẫu xốp. Nhiệt của kim loại làm bay hơi bọt EPS ở khoảng 2.600°F (1.427°C) đối với việc đổ nhôm, tạo ra một mặt trước đốt cháy tiến qua mẫu khi kim loại lấp đầy khoang phía sau nó. Khí phân hủy thoát ra qua lớp phủ vật liệu chịu lửa có khả năng thấm và cát không liên kết.
- Knockout và kết thúc: Sau khi đông đặc, bình được đảo ngược và vật đúc rơi ra khỏi cát rời với nỗ lực tối thiểu - không cần búa đập, không cần tháo lõi, không cần dụng cụ cắt cổng cho hầu hết các hình dạng. Cát thu hồi được làm nguội và tái sử dụng trực tiếp.
Những sản phẩm ô tô nào được sản xuất bằng phương pháp đúc bọt bị mất?
Ngành công nghiệp ô tô là người dùng cuối lớn nhất của đúc bọt bị mất , chiếm khoảng 65–70% khối lượng sản xuất bọt bị mất toàn cầu (Nguồn: Tạp chí Global Casting, 2022 ). Quy trình này đã được các nhà sản xuất ô tô áp dụng bắt đầu từ cuối những năm 1980 vì nó cho phép sản xuất các vật đúc bằng nhôm và sắt phức tạp, nhiều đoạn mà trước đây không thể thực hiện được chỉ trong một lần đổ hoặc yêu cầu nhiều bộ phận được gia công và lắp ráp.
Khối động cơ và đầu xi lanh
Khối động cơ nhôm và đầu xi lanh bằng sắt là những ứng dụng có khối lượng lớn nhất của đúc bọt bị mất trong sản xuất ô tô. Khối động cơ chứa áo nước, đường dẫn dầu, lỗ xi lanh và trùm bu lông - tất cả đều nằm trong một khối đúc đơn, phức tạp về mặt hình học mà trong quá trình đúc cát thông thường cần 6 đến 14 lõi cát để tạo thành các đường dẫn bên trong. trong đúc bọt bị mất , mẫu khối hoàn chỉnh — bao gồm tất cả các lối đi bên trong — được chế tạo dưới dạng một cụm xốp duy nhất, loại bỏ tất cả các lõi và sự biến đổi kích thước mà chúng tạo ra. Kết quả là tạo ra một vật đúc dạng lưới với các vách thông bên trong mịn hơn (giảm tổn thất bơm trong áo nước) và khoảng cách từ lỗ khoan đến lỗ khoan chặt hơn so với các lựa chọn thay thế bộ lõi cho phép, cho phép thu nhỏ kích thước và giảm trọng lượng động cơ. Khối động cơ nhôm inline-4 điển hình được sản xuất bởi đúc bọt bị mất nặng khoảng Giảm 20–25% hơn so với đúc sắt tương đương và đòi hỏi Giảm 40% hoạt động gia công so với cùng một sản phẩm được sản xuất bằng phương pháp đúc cát xanh thông thường (Nguồn: Tài liệu kỹ thuật quốc tế SAE 2021-01-0428 ).
Ống nạp
Ống nạp - bộ phận phân phối không khí hoặc hỗn hợp không khí-nhiên liệu từ thân van tiết lưu đến cổng nạp của mỗi xi-lanh - là một trong những vật đúc phức tạp nhất về mặt hình học trong động cơ. Các đường chạy bên trong dài, cong, phân nhánh của chúng phải có kích thước chính xác để phân phối luồng không khí đồng đều đến tất cả các xi lanh; bất kỳ sự thay đổi từ người chạy này sang người chạy khác đều trực tiếp làm giảm tính đồng nhất của quá trình đốt cháy và công suất phát ra. Đúc bọt bị mất sản xuất các ống nạp bằng nhôm nguyên khối với các đường dẫn trơn tru, có hình dạng chính xác chỉ trong một thao tác duy nhất, trong khi việc đúc thông thường yêu cầu lắp ráp nhiều mảnh với các phần được nối bằng gioăng tạo ra sự gián đoạn ở mỗi khớp. mỗi Giấy SAE 2019-01-1083 , một mảnh bó bột bị mất ống góp nhôm thể hiện sự biến đổi dòng chảy từ người chạy này sang người chạy khác ít hơn 1,5% , so với biến thể 3–5% trong các ống góp nhiều mảnh được lắp ráp.
Ống xả
Ống xả yêu cầu hợp kim sắt có nhiệt độ cao (thường là sắt dẻo D5S hoặc sắt dẻo SiMo cho nhiệt độ lên tới 1.650°F / 900°C) ở dạng hình học cong phức tạp phải có thành mịn bên trong để giảm thiểu áp suất ngược. Đúc bọt bị mất tạo ra các dạng hình học này không có lõi, đạt độ hoàn thiện bề mặt bên trong Ra 250–500 microinch (6,3–12,5 µm) trong điều kiện đúc sẵn — đủ cho dịch vụ xả khí mà không cần gia công thứ cấp các bề mặt bên trong.
Các vật mang vi sai và vỏ hộp số
Các giá đỡ vi sai và vỏ hộp truyền động kết hợp hình học bên ngoài phức tạp (trụ lắp, yên ổ trục, kiểu sườn) với các lỗ ổ trục bên trong có kích thước chính xác - khiến chúng trở thành ứng cử viên lý tưởng cho đúc bọt bị mất . Khả năng của quy trình giữ dung sai kích thước ±0,005 in/in trên các vị trí lỗ ổ trục giúp giảm lượng nguyên liệu gia công cần thiết và, trong một số trường hợp, cho phép sử dụng lỗ ổ trục trong điều kiện đúc chỉ với sự trau chuốt hoàn thiện thay vì doa hoàn toàn.
Calipers phanh và Knuckles
Kẹp phanh và tay lái bằng nhôm được sản xuất thông qua đúc bọt bị mất để giảm thiểu trọng lượng không có lò xo — một yếu tố quan trọng trong khả năng vận hành linh hoạt của xe. A bó bột bị mất khớp nối bằng nhôm phía trước nặng khoảng 3,5–4,5 lbs, so với 7–9 lbs đối với vật đúc bằng sắt tương đương bằng cát, có hiệu suất kết cấu tương đương ở các trường hợp tải được xác định trong Tiêu chuẩn mỏi bánh xe và khớp ngón tay SAE J328 .
Những sản phẩm công nghiệp và kỹ thuật nào được đúc bằng phương pháp đúc bọt bị mất?
Ngoài ô tô, đúc bọt bị mất là quá trình được lựa chọn cho nhiều loại sản phẩm công nghiệp có thiết kế phức tạp, các đường dẫn bên trong hoặc dung sai chặt chẽ khiến các phương pháp đúc thay thế trở nên không kinh tế. Các ứng dụng công nghiệp chiếm khoảng 20–25% sản lượng xốp bị mất toàn cầu (Nguồn: Ủy ban đúc bọt bị mất AFS, 2022 ).
Vỏ máy bơm và cánh quạt
Vỏ và cánh bơm ly tâm đòi hỏi các đường xoắn ốc bên trong trơn tru, cong chính xác, quyết định trực tiếp đến hiệu suất thủy lực. Đúc bọt bị mất sản xuất vỏ máy bơm bằng gang và thép không gỉ với bề mặt xoắn mịn hơn so với đúc cát thông thường, giảm tổn thất thủy lực và cải thiện hiệu suất bơm từ 2–5 điểm phần trăm ở tốc độ dòng chảy tương đương — một mức tiết kiệm năng lượng có thể đo lường được trong hàng triệu giờ bơm công nghiệp mỗi năm. Theo Tiêu Chuẩn Viện Thủy Lực (HI 1.3, 2020) , giá trị Ra xoắn ốc bên trong dưới 500 microinches (12,5 µm) cải thiện đáng kể hiệu suất ở máy bơm ly tâm trên 500 GPM; đúc bọt bị mất đạt được điều này trong điều kiện đúc mà không cần gia công thứ cấp bề mặt xoắn ốc.
Thân van
Thân van phức tạp để kiểm soát quy trình công nghiệp, dầu khí và hệ thống thủy lực chứa nhiều đường dẫn dòng chảy bên trong, cổng được khoan chéo và lỗ tựa có kích thước chính xác — một sự kết hợp đòi hỏi nhiều lõi trong đúc thông thường hoặc gia công rộng rãi từ phôi thép. Đúc bọt bị mất tạo ra các mạng lưới chuyển tiếp bên trong này chỉ trong một lần đổ, loại bỏ hiện tượng chớp nhoáng trên bề mặt tiếp xúc bên trong và giảm yêu cầu gia công từ 30–50% so với gia công phôi cho thân van từ trung bình đến lớn (Nguồn: Công nghệ đúc Quốc tế, 2021 ).
Vỏ máy nén và các bộ phận dạng cuộn
Thân máy nén cuộn - được sử dụng trong các hệ thống HVAC, thiết bị làm lạnh và khí nén - chứa các bề mặt xoắn ốc không liên quan, nằm trong số các dạng phức tạp về mặt hình học nhất có thể được sản xuất bằng cách đúc. Đúc bọt bị mất tái tạo các hình dạng xoắn ốc này từ mẫu xốp với độ chính xác về kích thước mà phương pháp đúc cát thông thường không thể đạt được, cho phép sản xuất gần dạng lưới mà chỉ yêu cầu gia công hoàn thiện trên các bề mặt cuộn tiếp xúc thay vì gia công thô từ đúc thô với lượng vật liệu loại bỏ đáng kể.
Hộp số và vỏ hộp giảm tốc
Vỏ hộp số công nghiệp phải duy trì sự căn chỉnh lỗ trục chính xác trên các hình dạng đa mặt phẳng phức tạp, thường có các gân, cánh tản nhiệt, kênh dầu và miếng đệm lắp trên cùng một vật đúc. Đúc bọt bị mất tạo ra những hình học phức tạp này với độ dày gân thấp đến mức 3 mm và bán kính góc chặt chẽ như 1,5 mm , cho phép thiết kế hộp số có thành mỏng hơn giúp giảm trọng lượng mà không ảnh hưởng đến độ cứng của vỏ.
Những ngành và sản phẩm nào khác sử dụng phương pháp đúc bọt bị mất?
Ngoài ô tô và công nghiệp nặng, đúc bọt bị mất phục vụ nhiều loại sản phẩm chuyên biệt, trong đó sự kết hợp độc đáo giữa tự do thiết kế và độ chính xác về kích thước mang lại những lợi thế cụ thể.
Các thành phần cơ sở hạ tầng đường sắt và đường sắt
Má phanh đường sắt, khung giá chuyển hướng và các bộ phận khớp nối yêu cầu sắt dẻo hoặc thép mangan có độ bền cao ở dạng hình học phức tạp phải vượt qua các tiêu chuẩn nghiêm ngặt về mỏi và va đập. Đúc bọt bị mất được sử dụng cho thân guốc phanh và vỏ chèn ma sát, tạo ra vật đúc đồng nhất, không có độ xốp đáp ứng Thông số kỹ thuật M-215 của AAR (Hiệp hội Đường sắt Hoa Kỳ) để đúc đường sắt. Việc loại bỏ các đường phân khuôn và lõi làm giảm các điểm tập trung ứng suất trong vật đúc kết cấu đường sắt, cải thiện tuổi thọ mỏi so với vật đúc cát thông thường có cùng hình dạng.
Linh kiện máy nông nghiệp
Thân van thủy lực của máy kéo, vỏ định lượng hạt giống máy trồng trọt và khung lõm của máy gặt đập liên hợp được sản xuất thông qua đúc bọt bị mất bằng sắt và nhôm dẻo. Thiết bị nông nghiệp đòi hỏi hình học xử lý chất lỏng phức tạp ở khối lượng sản xuất từ thấp đến trung bình — chính xác là những điều kiện mà đúc bọt bị mất's Lợi thế về chi phí dụng cụ so với đúc khuôn là đáng kể nhất. A đúc bọt bị mất công cụ cho một ống góp thủy lực máy kéo có giá khoảng $15,000–$40,000 , so với 80.000–250.000 USD cho một công cụ đúc khuôn áp suất cao tương đương, khiến nó trở nên tiết kiệm khi sản xuất với số lượng 500–10.000 chiếc mỗi năm.
Linh kiện động cơ và động cơ hàng hải
Khối động cơ phía ngoài hàng hải, vỏ ổ trục và cánh quạt bơm hàng hải được sản xuất thông qua đúc bọt bị mất trong hợp kim nhôm vì sự kết hợp giữa khả năng chống ăn mòn, trọng lượng nhẹ và độ phức tạp hình học. Các bộ phận phía dưới động cơ phía ngoài — chứa hộp số, đường dẫn bơm nước và khung lắp thanh trang trí — là một trong những vật đúc nhỏ phức tạp về mặt hình học nhất trong sản xuất hàng hải, với các đường giao nhau mà vật đúc thông thường cần 3 đến 5 lõi để tạo thành.
Đúc nghệ thuật và kim loại kiến trúc
Các nghệ sĩ và kiến trúc sư sử dụng đúc bọt bị mất (thường được gọi là "đúc toàn khuôn" trong bối cảnh nghệ thuật) để sản xuất các tác phẩm điêu khắc bằng đồng và nhôm, các tấm trang trí kiến trúc và phần cứng tùy chỉnh với kết cấu bề mặt hoàn chỉnh và chi tiết của mô hình xốp được chạm khắc nguyên bản. Không giống như đúc mẫu chảy, đòi hỏi phải có mẫu sáp và vỏ gốm, đúc bọt bị mất cho phép các nghệ sĩ khắc trực tiếp trên xốp EPS bằng các công cụ thông thường (dây nóng, dao, giũa) và đúc trực tiếp mà không cần chuyển mô hình trung gian - bảo toàn kết cấu bề mặt tự phát sẽ bị mất trong quá trình tái tạo nhiều bước.
Phương pháp đúc bọt bị mất so với các phương pháp đúc khác: Phương pháp nào là tốt nhất cho sản phẩm nào?
Đúc bọt bị mất không thay thế tất cả các phương pháp đúc khác - nó ưu việt hơn về mặt chọn lọc đối với các đặc tính sản phẩm cụ thể. Bảng dưới đây so sánh nó với đúc cát xanh, đúc mẫu chảy và đúc khuôn áp suất cao theo các tiêu chí xác định lựa chọn quy trình cho các sản phẩm công nghiệp điển hình:
| Tiêu chí | Lost Foam Casting | Green Sand Casting | Investment Casting | Đúc khuôn áp suất cao |
|---|---|---|---|---|
| Dung sai kích thước | ±0.005 in/in | ±0.030 in/in | ±0.003 in/in | ±0.002 in/in |
| Bề mặt hoàn thiện (Ra như đúc) | 125–500 µin (3–12,5 µm) | 500–1.000 µin (12,5–25 µm) | 63–125 µin (1,6–3,2 µm) | 32–125 µin (0,8–3,2 µm) |
| Đoạn nội bộ (không lõi) | Yes — any geometry | Requires sand cores | Có - bị giới hạn bởi khả năng thu gọn của sáp | Requires slides/cores; limited geometry |
| Chi phí dụng cụ | Thấp–Trung bình ($15K–$80K) | Low ($5K–$30K) | Medium ($10K–$60K) | High ($80K–$500K ) |
| Part Weight Range | 0.1 lb to 2,000 lb | 0.5 lb to 100,000 lb | 0.001 lb to 100 lb | 0.1 lb to 150 lb |
| Khối lượng sản xuất phù hợp | 500–500,000 parts/year | 1–100,000 parts/year | 100–100,000 parts/year | 10.000–1.000.000 bộ phận/năm |
| Alloy Compatibility | Hợp kim Al, Fe, Cu, Mg, Ni | All alloys | All alloys | Al, Mg, Zn, Cu (kim loại màu) |
| Sản phẩm tiêu biểu | Khối động cơ, ống góp, vỏ bơm, thân van | Cấu trúc lớn, hình học đơn giản, máy móc hạng nặng | Lưỡi tuabin, cấy ghép phẫu thuật, đồ trang sức | Vỏ điện tử tiêu dùng, các bộ phận kết cấu đơn giản |
Bảng 1: So sánh vật đúc xốp bị mất với cát xanh, đầu tư và đúc khuôn áp suất cao về dung sai kích thước, độ hoàn thiện bề mặt, khả năng xuyên qua bên trong, chi phí dụng cụ và các sản phẩm điển hình. Nguồn: AFS, SAE International, Casting Technology International (2021–2023).
Vật liệu nào được sử dụng trong các sản phẩm đúc bọt bị mất?
Sự lựa chọn của kim loại đúc trong đúc bọt bị mất xác định sản phẩm nào có thể được tạo ra và điều kiện dịch vụ nào mà vật đúc có thể chịu được. Quy trình này tương thích với nhiều loại hợp kim hơn so với đúc khuôn áp suất cao và khả năng xử lý hợp kim sắt của nó giúp nó khác biệt với nhiều tùy chọn đúc chính xác khác:
| Chất liệu | Pouring Temperature | Market Share in LFC | Sản phẩm tiêu biểu |
|---|---|---|---|
| Hợp kim nhôm (A319, A356, A380) | 1.300–1.450°F (705–790°C) | ~55% | Khối động cơ, ống nạp, khớp nối, vỏ bơm |
| Gang xám và gang dẻo | 2.600–2.800°F (1.427–1.538°C) | ~30% | Ống xả, đầu xi lanh, bộ phận phanh, hộp số |
| Thép không gỉ (304, 316, 17-4 PH) | 2.700–2.900°F (1.482–1.593°C) | ~8% | Linh kiện hàng hải, cánh bơm, thiết bị chế biến thực phẩm |
| Bronze and copper alloys | 1.850–2.100°F (1.010–1.149°C) | ~5% | Đúc nghệ thuật, các yếu tố kiến trúc trang trí, phụ kiện hàng hải |
| Hợp kim magiê (AZ91, AM60) | 1.200–1.350°F (649–732°C) | ~2% | Các bộ phận kết cấu nhẹ, nguyên mẫu khung hàng không vũ trụ |
Bảng 2: Vật liệu đúc được sử dụng trong quá trình đúc bọt bị mất theo thị phần, nhiệt độ rót và các ứng dụng sản phẩm điển hình. Nguồn: Báo cáo thường niên của Ủy ban đúc bọt bị mất AFS (2022).
Tại sao quá trình đúc bọt bị mất được lựa chọn thay thế cho các sản phẩm phức tạp
Các kỹ sư và đội mua sắm lựa chọn đúc bọt bị mất đối với các sản phẩm cụ thể khi đồng thời có ba hoặc nhiều điều kiện sau đây - các điều kiện làm cho các quy trình thay thế không đầy đủ về mặt kỹ thuật hoặc bị hạn chế về mặt kinh tế:
- Các lối đi nội bộ phức tạp cần có 3 lõi cát trở lên: Mỗi lõi trong quá trình đúc cát thông thường sẽ làm tăng thêm chi phí dụng cụ, nhân công lắp ráp, sự thay đổi kích thước ở các bản in lõi và khả năng dịch chuyển lõi trong quá trình đổ. Một sản phẩm yêu cầu 8 lõi trong phương pháp đúc thông thường thường trở nên cạnh tranh về mặt chi phí với đúc bọt bị mất với số lượng hàng năm trên 2.000 chiếc và vượt trội cả về chi phí và chất lượng trên 5.000 chiếc (Nguồn: Công nghệ đúc Quốc tế, 2021 ).
- Yêu cầu về hình dạng gần như lưới giúp giảm thiểu gia công: Đối với các sản phẩm có chi phí loại bỏ phôi đúc thô vượt quá 25% tổng chi phí bộ phận, đúc bọt bị mất's độ chính xác về kích thước và khả năng tạo đường dẫn bên trong không lõi giúp giảm đáng kể thời gian gia công. Tổng lợi thế về chi phí sản xuất so với đúc cát thông thường là 15–35% đối với các bộ phận truyền động bằng nhôm phức tạp trên mỗi SAE International (2020) .
- Hình học bên ngoài không có đường phân chia: Quá trình đúc thông thường yêu cầu các góc nghiêng và đường phân khuôn trên mọi bề mặt bên ngoài. Đúc bọt bị mất tạo ra đường chia tay bằng 0, cho phép hình học bên ngoài - đường cắt, bề mặt vào lại, đường cong phức hợp - những điều không thể thực hiện được trong khuôn cát hai mảnh. Sự tự do này cho phép các mẫu gân có cấu trúc được tối ưu hóa cho độ cứng theo trọng lượng mà không bị ảnh hưởng bởi góc nghiêng.
- Khối lượng sản xuất trung bình với độ phức tạp từ trung bình đến cao: Đúc bọt bị mất chiếm điểm ngọt ngào về hiệu quả sản xuất trong khoảng từ 500 đến 500.000 bộ phận mỗi năm đối với các bộ phận phức tạp - vượt quá phạm vi kinh tế của việc đúc mẫu đầu tư (quá chậm) và dưới khối lượng yêu cầu phù hợp cho việc đầu tư vào dụng cụ đúc khuôn áp suất cao.
- Yêu cầu tuân thủ môi trường: Đúc bọt bị mất không sử dụng chất kết dính hóa học, không tạo ra khí thải phân hủy chất kết dính (benzen, toluene, phenol) khi đổ - một lợi thế đáng kể ở những khu vực có quy định chặt chẽ về VOC. Cát khô cũng có thể tái chế được 95–98% mà không cần thu hồi nhiệt, giảm đáng kể chất thải đúc so với các hệ thống cát liên kết hóa học.
Câu hỏi thường gặp về sản phẩm đúc xốp bị mất
Câu hỏi 1: Kích thước tối đa của sản phẩm có thể được tạo ra bằng phương pháp đúc xốp bị mất là bao nhiêu?
Đúc bọt bị mất có thể mở rộng từ các bộ phận nhỏ nặng vài ounce đến các vật đúc công nghiệp rất lớn vượt quá 2,000 lbs (907 kg) . Vỏ máy bơm lớn, khung máy nén và thân van công nghiệp ở đầu trên của dòng sản phẩm này được sản xuất dưới dạng bình tùy chỉnh có chiều dài lên đến 6 feet (1,8 m) ở mỗi kích thước. Giới hạn trên thực tế được xác định bởi khả năng nén cát đồng đều xung quanh mẫu và duy trì dòng kim loại và nhiệt độ đồng đều trên toàn bộ chiều dài lấp đầy - những thách thức tăng theo kích thước mẫu và yêu cầu thiết kế hệ thống cổng cẩn thận.
Câu 2: Những hạn chế của việc đúc bọt bị mất đối với thiết kế sản phẩm là gì?
Đúc bọt bị mất có ba hạn chế về thiết kế sản phẩm chính. Đầu tiên, độ dày thành tối thiểu là khoảng 3 mm đối với nhôm và 4 mm đối với sắt — các bức tường mỏng hơn không được lấp đầy chắc chắn trước khi mặt trước kim loại vượt qua lớp bọt phân hủy. Thứ hai, quy trình này rất nhạy cảm với mật độ và thành phần của mẫu bọt EPS: bọt mật độ cao tạo ra nhiều khí phân hủy hơn trên một đơn vị thể tích, làm tăng nguy cơ tích tụ cacbon hoặc độ xốp trong vật đúc. Thứ ba, độ hoàn thiện bề mặt, mặc dù tốt theo tiêu chuẩn đúc cát, nhưng không tốt bằng đúc mẫu chảy (Ra 125–500 µin so với Ra 63–125 µin đối với đúc mẫu chảy) - nghĩa là các sản phẩm yêu cầu bề mặt đúc cực kỳ mịn cho các chức năng bịt kín hoặc chịu lực vẫn yêu cầu đúc mẫu chảy hoặc gia công thứ cấp.
Câu 3: Việc đúc bọt bị mất có thể tạo ra các sản phẩm rỗng có buồng bên trong kín không?
Yes — this is one of đúc bọt bị mất's lợi thế đáng kể nhất so với tất cả các phương pháp đúc khác. Buồng bên trong kín (được bao kín hoàn toàn, không có lỗ mở ra bên ngoài) có thể được tạo thành bằng cách chế tạo mẫu xốp với khoảng trống bên trong đã có sẵn, bằng cách gia công khoang thành khối xốp hoặc bằng cách lắp ráp hai nửa vỏ xốp xung quanh lõi xốp chèn bay hơi cùng với phần còn lại của mẫu trong quá trình đổ. Điều này cho phép tạo ra các sản phẩm như các nút cấu trúc rỗng, các bộ phận khung có tiết diện kín và buồng chứa chất lỏng kín mà về mặt vật lý không thể sản xuất được trong một lần đổ bằng bất kỳ phương pháp đúc nào khác.
Câu hỏi 4: Quá trình đúc bọt bị mất so với đúc cát in 3D cho các sản phẩm phức tạp như thế nào?
Cả hai đúc bọt bị mất và đúc cát in 3D (in cát phản lực kết dính) giải quyết thách thức về hình học bên trong phức tạp không có lõi truyền thống nhưng chúng chiếm các cửa sổ sản xuất khác nhau. Đúc cát in 3D vượt trội ở các nguyên mẫu một lần và sản xuất số lượng rất thấp (1–50 bộ phận) vì khuôn được in trực tiếp mà không cần bất kỳ khoản đầu tư dụng cụ nào - chi phí thiết lập về cơ bản bằng không. Đúc bọt bị mất yêu cầu một công cụ tạo bọt EPS có giá từ 15.000–80.000 USD nhưng sau đó tạo ra các mẫu với chi phí trên mỗi đơn vị rất thấp, giúp tiết kiệm đáng kể nếu sản xuất trên khoảng 500 đơn vị mỗi năm. Đối với các chương trình phát triển đòi hỏi cả tính linh hoạt của nguyên mẫu và khả năng mở rộng sản xuất, nhiều nhà sản xuất sử dụng cát in 3D cho 10–50 mẫu đúc đầu tiên và chuyển sang đúc bọt bị mất một khi thiết kế được đông lạnh để sản xuất.
Câu hỏi 5: Vật đúc xốp bị mất có cấu trúc tương đương với vật đúc cát thông thường của cùng một hợp kim không?
Khi được kiểm soát đúng cách, đúc bọt bị mấts về mặt luyện kim tương đương với vật đúc cát xanh của cùng một hợp kim. The primary quality concern unique to đúc bọt bị mất là sự thu hồi carbon (trong vật đúc bằng sắt) từ quá trình đốt cháy bọt không hoàn toàn và độ xốp vi mô từ các khí phân hủy bị mắc kẹt - cả hai đều được kiểm soát bởi tính thấm của lớp phủ chịu lửa, nhiệt độ đổ và áp suất đầu kim loại. mỗi AFS research (2022) , vật đúc nhôm xốp bị mất được xử lý đúng cách sẽ đạt được độ bền kéo và giá trị cường độ năng suất trong 5% khuôn đúc vĩnh viễn tương đương của cùng một hợp kim và đáp ứng tất cả các yêu cầu về độ bền kéo tiêu chuẩn của ô tô (ASTM B108, SAE J453).
Câu hỏi 6: Thời gian thông thường để sản xuất một sản phẩm mới trong quá trình đúc bọt bị mất là bao lâu?
Thời gian thực hiện từ khâu thiết kế bộ phận cuối cùng đến khâu đúc sản phẩm đầu tiên đúc bọt bị mất thường là 8 to 16 weeks , được chia nhỏ như sau: thiết kế và gia công công cụ tạo bọt EPS (4–8 tuần), mẫu mẫu bọt đầu tiên và xác minh kích thước (1–2 tuần), đánh giá chất lượng lớp phủ chịu lửa (1–2 tuần), thử nghiệm đúc đầu tiên và tối ưu hóa thông số quy trình (2–4 tuần). Điều này có thể so sánh với thời gian thực hiện đúc đầu tư và ngắn hơn đáng kể so với đúc khuôn áp suất cao (16–30 tuần đối với khuôn phức tạp), khiến cho đúc bọt bị mất hấp dẫn đối với các chương trình có mốc thời gian phát triển nén.
Câu hỏi 7: Đúc bọt bị mất có được sử dụng cho các sản phẩm siêu hợp kim titan hoặc niken không?
Đúc bọt bị mất hiện không được sử dụng thương mại cho các sản phẩm siêu hợp kim titan hoặc niken. Nhiệt độ đổ cực cao của titan (trên 3.000°F / 1.650°C) và siêu hợp kim niken (trên 2.800°F / 1.538°C) tạo ra thể tích và tốc độ khí phân hủy EPS vượt quá khả năng thấm của các hệ thống phủ vật liệu chịu lửa hiện tại, gây ra độ xốp và ô nhiễm cacbon không thể chấp nhận được. Đúc đầu tư bằng vỏ gốm vẫn là tiêu chuẩn sản xuất cho những vật liệu này. Nghiên cứu về các vật liệu mẫu thay thế (bọt PMMA, phân hủy hoàn toàn hơn EPS) đang được tiến hành và cuối cùng có thể mở rộng đúc bọt bị mất sang hợp kim có nhiệt độ cao hơn, theo nghiên cứu được công bố trên tạp chí Tạp chí quốc tế về nghiên cứu kim loại đúc (2022) .
Những điểm rút ra chính: Sản phẩm phù hợp nhất với việc đúc bọt bị mất
- Hệ truyền động ô tô: Khối động cơ, đầu xi-lanh, ống nạp và ống xả, vỏ hộp số và vi sai — ứng dụng bọt bị thất thoát khối lượng lớn nhất trên toàn cầu.
- Khung gầm và phanh: Kẹp phanh, tay lái và các bộ phận treo trong đó việc giảm trọng lượng bằng nhôm là rất quan trọng.
- Xử lý chất lỏng công nghiệp: Vỏ máy bơm, cánh quạt, thân van và cuộn máy nén nơi các bức tường bên trong nhẵn ảnh hưởng trực tiếp đến hiệu quả vận hành.
- Truyền tải điện: Vỏ hộp số và hộp giảm tốc yêu cầu căn chỉnh lỗ ổ trục chặt chẽ trên các hình học đa mặt phẳng phức tạp.
- Đường sắt, nông nghiệp và hàng hải: Các bộ phận đặc biệt ở khối lượng sản xuất trung bình có lợi thế về chi phí chế tạo dụng cụ so với đúc khuôn là rất hấp dẫn.
- Nghệ thuật và kiến trúc: Các tác phẩm bằng đồng và nhôm tùy chỉnh trong đó kết cấu và hình thức chính xác của chạm khắc bọt phải được bảo quản bằng kim loại.
- Chọn vật đúc xốp bị mất khi một sản phẩm có 3 lối đi bên trong trở lên, yêu cầu độ chính xác về kích thước gần như hình lưới, cần hình học bên ngoài không có đường phân chia hoặc được sản xuất ở mức 500 đến 500.000 chiếc mỗi năm bằng nhôm, sắt hoặc thép không gỉ.